



Čo je to výroba TBM a prečo na tom záleží?
Výroba TBM sa vzťahuje na inžinierstvo a výrobu tunelových vyvrtávacích strojov - masívnych, vysoko špecializovaných zariadení používaných na hĺbenie tunelov cez horninu, pôdu, hlinu a zmiešané pôdne podmienky. Ide o jedny z najzložitejších strojov, aké boli kedy skonštruované, kombinujú najmodernejšie strojárstvo, hydrauliku, elektroniku a vedu o materiáloch do jedného integrovaného systému, ktorý môže vážiť kdekoľvek od niekoľkých stoviek ton v prípade malého stroja v tuneli až po viac ako 7 000 ton v prípade projektu metra alebo diaľnice s veľkým priemerom. Proces výroby raziaceho stroja na tunelovanie nie je ako výroba väčšiny priemyselných zariadení – každý stroj je v skutočnosti zákazkový projekt navrhnutý tak, aby spĺňal špecifické požiadavky na geológiu, priemer, zarovnanie a výstelku v rámci jedinej zmluvy na tunel.
Globálny dopyt po TBM neustále rástol už celé desaťročia, poháňaný masívnymi investíciami do infraštruktúry v systémoch metra, cestných tuneloch, vodovodnej a kanalizačnej infraštruktúre, tuneloch pre vodné elektrárne a podzemných logistických sieťach. Mestá od Londýna cez Bombaj až po Los Angeles aktívne využívajú TBM na budovanie podzemnej infraštruktúry bez narušenia povrchového života. Tento dopyt vytvoril celosvetovú konkurencieschopnosť Výroba TBM priemyslu dominuje hŕstka veľkých výrobcov schopných dodávať stroje na mieru skonštruované a vyrobené s mimoriadnou presnosťou tolerancií v zmluvných termínoch, ktoré môžu trvať 18 mesiacov alebo viac.
Typy tunelových vŕtacích strojov a ako sa každý vyrába inak
Výroba TBM nie je jediný výrobný proces – je to rodina príbuzných, ale výrazne odlišných konštrukcií strojov, z ktorých každý je navrhnutý pre špecifické podmienky na zemi. Typ TBM zvolený pre projekt zásadne formuje rozsah výroby, špecifikácie komponentov a zložitosť montáže.
Hard Rock TBM (Gripper TBMs)
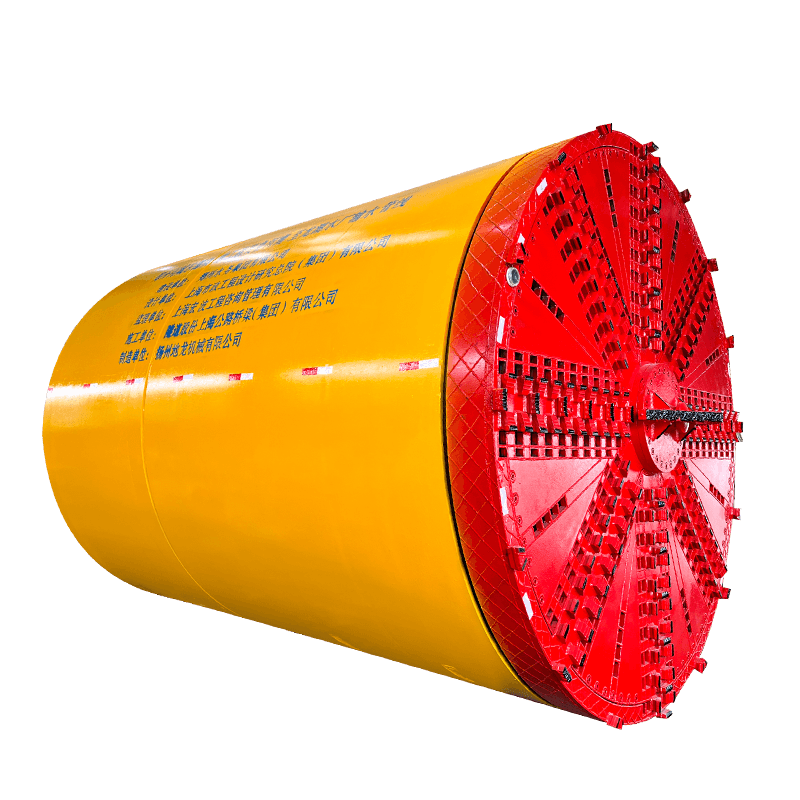
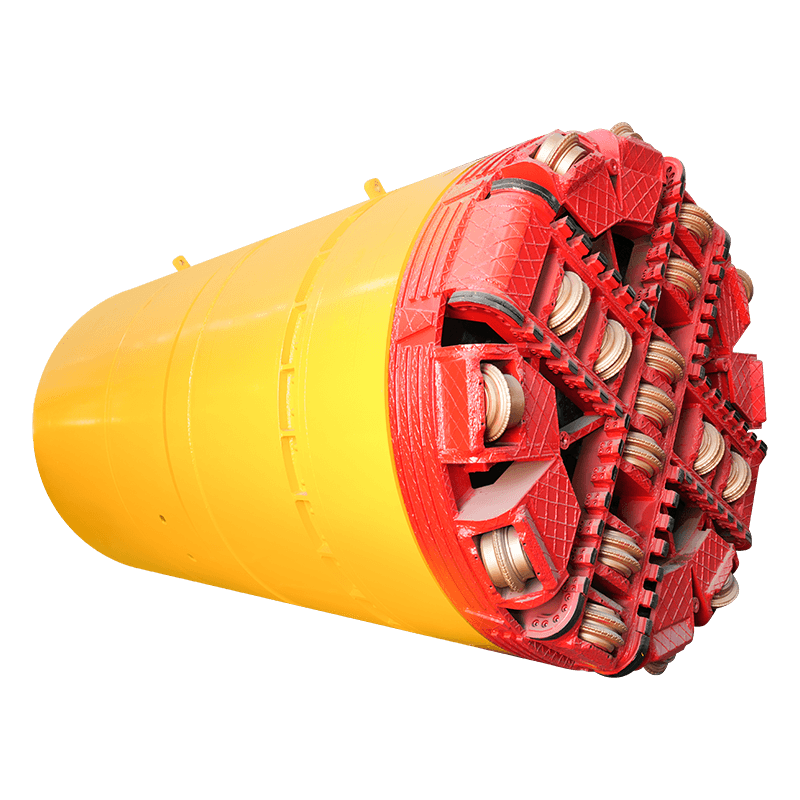
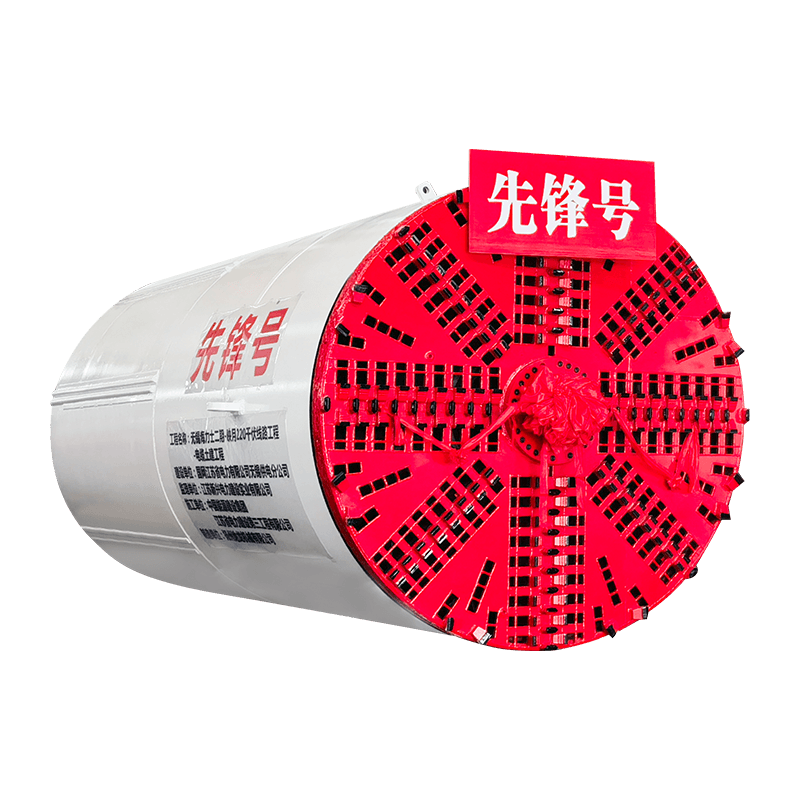
Gripper TBM sú navrhnuté na tunelovanie cez pevnú, kompetentnú horninu, ako je žula, čadič a vápenec. Stroj sa posúva tak, že tlačí rotačnú reznú hlavu proti skalnej stene, zatiaľ čo hydraulické chápadlá sa vysúvajú do strán, aby sa opreli o steny tunela, čím poskytujú reakčnú silu potrebnú na dopredný ťah. Výroba uchopovača TBM sa sústreďuje na výrobu extrémne robustnej reznej hlavy – zvyčajne vyrobenej z vysokopevnostného oceľového plechu s presne umiestnenými krytmi kotúčových rezačiek – a výkonnej zostavy hlavného ložiska, ktorá je schopná prenášať enormné ťahové zaťaženie pri nepretržitom otáčaní. Kotúčové frézy na tvrdých skalných strojoch sú precízne skonštruované karbidové komponenty, ktoré musia byť vyrobené s prísnymi rozmerovými toleranciami, aby sa zabezpečilo rovnomerné opotrebovanie na celej ploche reznej hlavy.
Stroje na vyrovnávanie tlaku zeme (EPB).
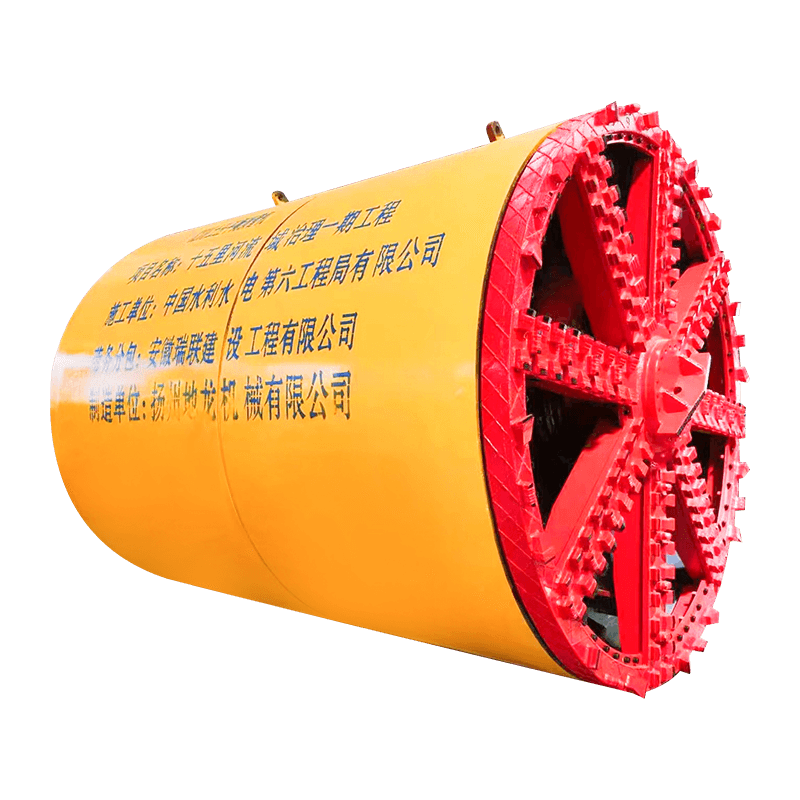
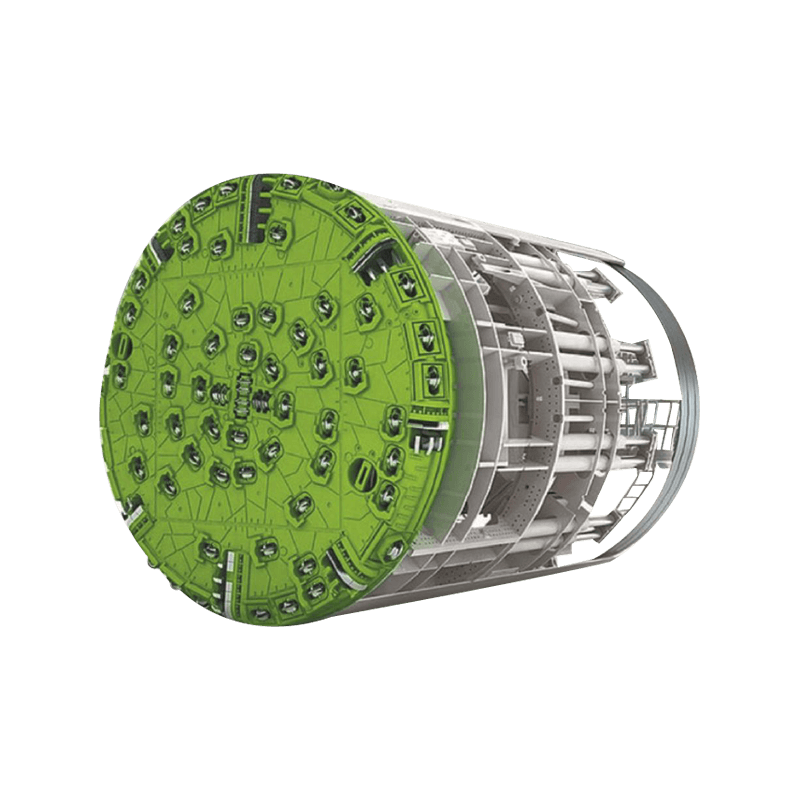
Stroje EPB sú ťahúňom mestského razenia tunelov v mäkkej pôde, zmiešanej pôde a v podmienkach znášania vody. Používajú samotný vyťažený materiál - upravený penou, polymérom alebo bentonitovými prísadami - na udržanie čelného tlaku a zabránenie usadzovaniu pôdy nad tunelom. Výrobná zložitosť EPB TBM sa sústreďuje na systém závitovkového dopravníka, ktorý riadi rýchlosť extrakcie materiálu, aby sa vyrovnal čelný tlak, systém vstrekovania peny integrovaný do reznej hlavy a telo štítu, ktoré musí odolať plnému tlaku zeme a vody v okolitej zemi. Geometria reznej hlavy pre stroje EPB sa zásadne líši od konštrukcií tvrdých kameňov – obsahuje skôr škrabky, naberačky a otvory na úpravu pôdy než kryty kotúčových rezačiek.
Slurry Shield TBM
Kalové TBM sa používajú v sypkej, vodou nasýtenej pôde, kde ani úprava povrchu EPB nestačí na udržanie stability. Udržiavajú čelný tlak pomocou stlačenej bentonitovej suspenzie, ktorá vypĺňa komoru výkopu, podoprenú prepážkou za hlavou frézy. Kal sa čerpá na povrch potrubím, spracováva sa v separačnom zariadení na odstránenie hlušiny a recirkuluje späť na povrch. Výroba TBM pre stroje na kal zahŕňa výrobu separačného zariadenia ako súčasť celkového rozsahu systému – ďalšia technická výzva, ktorá okrem samotného stroja zahŕňa aj hydrocyklóny, odstredivky a infraštruktúru na čerpanie kalu.
TBM so zmiešanou zemou a premenlivou hustotou
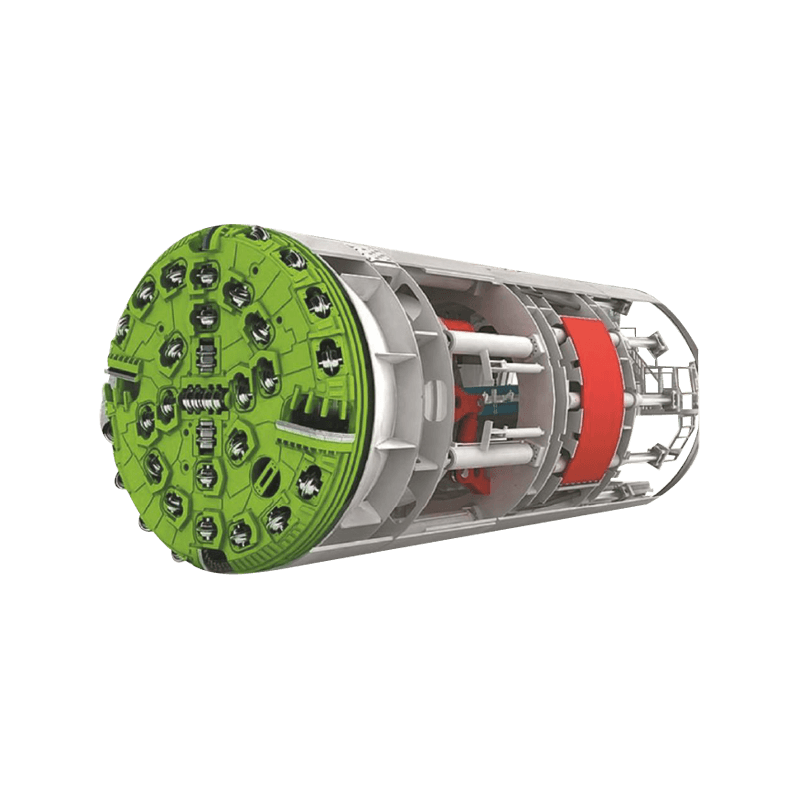
Niektoré z najzložitejších TBM, aké boli kedy vyrobené, sú stroje navrhnuté pre podmienky so zmiešaným povrchom – tunely, ktoré prechádzajú skalou aj mäkkou pôdou v rámci rovnakého prierezu tunela, alebo ktoré prechádzajú medzi zónami tvrdej horniny a mäkkej pôdy pozdĺž zarovnania. Tieto TBM s premenlivou hustotou alebo zmiešaným brúsením musia obsahovať kotúčové rezné nástroje aj rezné nástroje s mäkkým brúsením v tej istej reznej hlave s premenlivými výkopovými komorami, ktoré môžu počas jazdy prepínať medzi režimami EPB a tvrdých skál. Výroba týchto strojov si vyžaduje riešenie súbežných protichodných konštrukčných požiadaviek, ktoré posúvajú inžinierstvo TBM na svoje limity.
Základné komponenty vyrobené v každom TBM
Bez ohľadu na typ, každý stroj na razenie tunelov zdieľa súbor základných subsystémov, ktoré musia byť navrhnuté a vyrobené tak, aby spolupracovali ako presne integrovaný systém. Pochopenie týchto základných komponentov vysvetľuje, prečo je výroba TBM taká technicky náročná a časovo náročná.
| Komponent | Funkcia | Kľúčová výrobná výzva |
| Cutterhead | Razí čelo tunela otáčaním proti skale alebo zemine | integrita konštrukcie pri kombinovanom zaťažení ťahom a krútiacim momentom; presnosť polohovania rezacieho nástroja |
| Zostava hlavného ložiska | Podporuje reznú hlavu a prenáša ťah a krútiaci moment | Životnosť ložísk pri dlhodobom vysokom zaťažení; tesnenie proti pôdnej kontaminácii |
| Telo štítu | Chráni pracovníkov a zariadenia; poskytuje štrukturálne bývanie | Presné zaoblenie pre erekciu segmentu; odolnosť proti zemnému tlaku |
| Systém ťahového valca | Poháňa stroj dopredu proti inštalovanému tunelovému obloženiu | Synchronizované ovládanie zdvihu naprieč všetkými valcami; spoľahlivosť tesnenia |
| Segment Erector | Vyberá a montuje prefabrikované betónové obkladové segmenty | presnosť polohovania; spoľahlivosť vákuového systému; nosnosť |
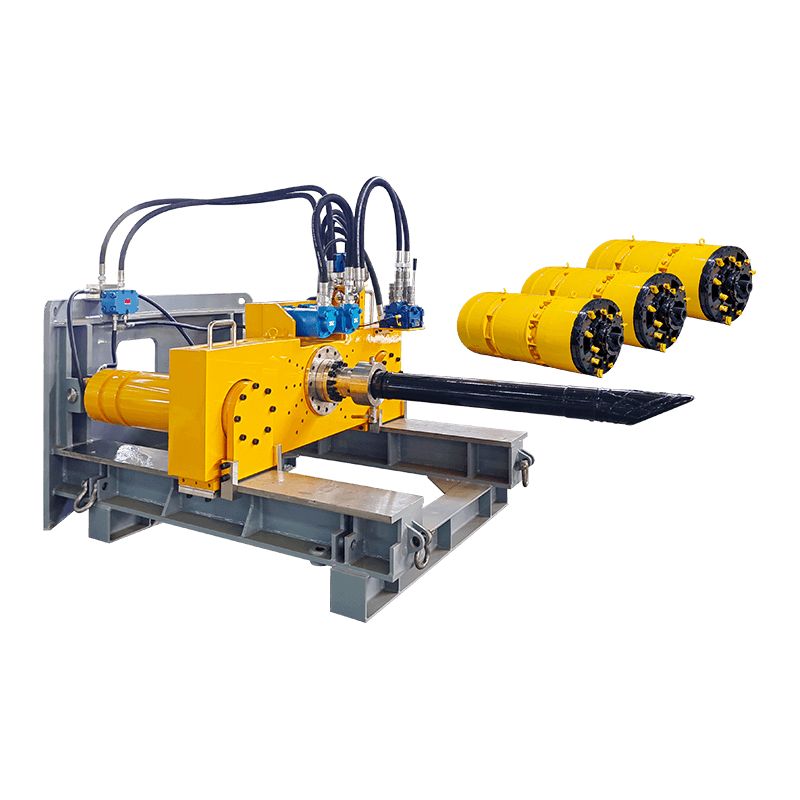
| Hnacie motory a prevodovky | Zapnite otáčanie reznej hlavy | Hustota výkonu v obmedzenom priestore; tepelný manažment |
| Hydraulická pohonná jednotka | Poháňa všetky hydraulické systémy vrátane ťahu a vzpriamovača | Systémová integrácia; nadbytočnosť; odvádzanie tepla v uzavretom priestore |
| Riadiaci a navádzací systém | Naviguje zarovnanie tunela a monitoruje všetky systémy | Presnosť v podzemnom prostredí s odmietnutím GPS; integrácia údajov v reálnom čase |
Výrobný proces TBM krok za krokom
Proces výroby stroja na razenie tunelov od zadania zákazky až po továrenské akceptačné skúšky je zdĺhavý, viacstupňový inžiniersky a výrobný program. Pochopenie postupnosti objasňuje, prečo sú dodacie lehoty TBM zvyčajne 12 až 24 mesiacov aj pre skúsených výrobcov so zavedenými dodávateľskými reťazcami.
Fáza 1 – Analýza geotechnických a projektových požiadaviek
Pred návrhom jedného komponentu vykoná technický tím výrobcu TBM podrobnú analýzu údajov geotechnického prieskumu poskytnutých klientom. Patria sem záznamy z vrtov, parametre pevnosti horniny, profily tlaku podzemnej vody, výsledky skúšok abrazivity a údaje o priepustnosti pôdy pozdĺž celej trasy tunela. Táto analýza priamo riadi dizajn reznej hlavy, dimenzovanie ťahového systému, špecifikáciu ložísk a konfiguráciu systému úpravy zeme. Stroj navrhnutý na základe nepresných alebo nedostatočných údajov o zemi bude nedostatočný alebo zlyhá – geotechnická analýza je základom, na ktorom je postavený celý dizajn.
Fáza 2 – Zákazkové inžinierstvo a dizajn
So stanovenými pôdnymi podmienkami inžiniersky tím vyvinie kompletný návrh TBM pomocou pokročilého 3D CAD softvéru a analýzy konečných prvkov. Konštrukčný návrh reznej hlavy sa analyzuje pre scenáre kombinovaného zaťaženia ťahom a krútiacim momentom. Výpočty hlavnej životnosti ložísk sa vykonávajú pomocou teórie životnosti ložísk ISO 281 upravenej pre spektrá zaťaženia špecifické pre TBM. Tolerancie zaoblenia tela štítu sú nastavené na základe geometrie obloženia segmentu. Každý väčší zvar pri výrobe konštrukcie je navrhnutý a zdokumentovaný podľa príslušných konštrukčných noriem. Samotná fáza návrhu zvyčajne trvá tri až päť mesiacov pre TBM s veľkým priemerom a produkuje desiatky tisíc technických výkresov a špecifikácií.
3. fáza – obstarávanie materiálu a dodávateľský reťazec
Výroba TBM si vyžaduje obrovskú škálu špecializovaných materiálov a komponentov, z ktorých mnohé majú dlhé dodacie lehoty. Vysokopevná konštrukčná oceľová doska pre reznú hlavu a telo štítu, ložiská otočných krúžkov s veľkým priemerom, planétové prevodovky s vysokým krútiacim momentom, hydraulické valce vyrobené podľa presných špecifikácií zdvihu a tlaku a špecializované tesniace systémy, to všetko si vyžaduje včasné obstaranie, aby sa predišlo oneskoreniu výroby. Zostava hlavného ložiska – masívny otočný krúžok, ktorého priemer môže presiahnuť tri metre v prípade veľkého TBM – má často samostatný výrobný čas šesť až deväť mesiacov a je zvyčajne kritickou položkou v rámci celého harmonogramu dodávok TBM.
Fáza 4 – Výroba konštrukcie
Konštrukčná výroba TBM zahŕňa rezanie, tvarovanie a zváranie častí z ťažkých oceľových plechov do hlavných konštrukčných zostáv - reznej hlavy, predného štítu, zadného štítu a komponentov vlečného zariadenia. Túto prácu vykonávajú certifikovaní zvárači konštrukcií pomocou vopred kvalifikovaných zváracích postupov a sú kontrolované nedeštruktívnym testovaním vrátane ultrazvukového, magnetického časticového a rádiografického vyšetrenia. Kontrola rozmerov počas výroby je kritická – telo štítu musí byť zaoblené v rámci úzkych tolerancií, aby segmenty obloženia tunela mohli byť inštalované s konzistentnou geometriou medzery. Veľké konštrukčné zostavy sa po výrobe opracujú, aby sa dosiahli požadované tolerancie rozhrania na lícujúcich povrchoch.
Etapa 5 – Mechanická a hydraulická montáž
Po dokončení konštrukčnej výroby sa stroj postupne montuje s mechanickými, hydraulickými a elektrickými systémami. Hlavné ložisko je nainštalované a utiahnuté podľa špecifikácie. Hnacie motory a prevodovky sú namontované a zarovnané. Systém prítlačných valcov je nainštalovaný a všetky valce sú pred pripojením k hydraulickej pohonnej jednotke jednotlivo tlakovo testované. Rameno segmentového erektora je zmontované a overený jeho dosah, rýchlosť a nosnosť. Riadiaci systém je prepojený a integrovaný, pričom všetky vstupy snímačov a výstupy akčných členov sú overené podľa dokumentácie riadiacej logiky. Táto montážna fáza je náročná na kvalifikovanú prácu – montáž TBM si vyžaduje technikov, ktorí rozumejú celej integrácii systému, nielen inštalácii jednotlivých komponentov.
Fáza 6 – Továrenské akceptačné testovanie
Predtým, ako TBM opustí továreň, prejde komplexným testom prevzatia v továrni (FAT), ktorého svedkom je klient a jeho technickí zástupcovia. FAT overuje, že všetky systémy fungujú podľa špecifikácie za kontrolovaných podmienok – rýchlosť otáčania a krútiaci moment nožovej hlavy, sila a zdvih ťažného valca, rozsah a nosnosť segmentového erektora, tlak a prietok hydraulického systému, funkcia elektrického systému a odozva riadiaceho systému. Navádzací systém je kalibrovaný a overený. Akékoľvek nedostatky zistené počas FAT musia byť opravené pred schválením stroja na odoslanie. Záznam FAT sa stáva súčasťou trvalej dokumentácie stroja a odkazuje sa naň počas jeho prevádzkovej životnosti.
Normy presného inžinierstva vo výrobe TBM
Požiadavky na presnosť výroby TBM konkurujú požiadavkám ťažkých leteckých a obranných zariadení. Tieto tolerancie nie sú ľubovoľné – priamo ovplyvňujú schopnosť stroja postaviť tunel podľa špecifikovaného zarovnania, inštalovať segmenty ostenia bez poškodenia a udržiavať vodotesné spoje medzi segmentmi počas životnosti tunela.
- Kruhosť reznej hlavy: Vonkajší priemer reznej hlavy musí byť v rozmedzí ±2–3 mm od menovitého priemeru otvoru, aby sa zachoval navrhnutý prerez a zabránilo sa zachyteniu štítu v zemi. Dosiahnutie tejto tolerancie vo vyrobenej oceľovej konštrukcii s priemerom päť až dvanásť metrov si vyžaduje starostlivé poradie zváracích operácií na kontrolu skreslenia a obrábanie kritických povrchov po zváraní.
- Opracovanie sedla hlavného ložiska: Vývrt krytu a čap hriadeľa, ktoré umiestňujú zostavu hlavného ložiska, musia byť opracované s toleranciami v rozsahu IT6–IT7 (0,010–0,025 mm) a skontrolované pomocou presných súradnicových meracích strojov. Nesprávna geometria uloženia ložísk dramaticky znižuje životnosť ložísk a môže spôsobiť predčasné únavové zlyhanie hlboko pod zemou – mimoriadne drahý a časovo náročný scenár opravy.
- Kruhovitosť tela štítu: Predné a zadné segmenty štítu musia byť zmontované a opracované s toleranciou kruhovitosti typicky v rozsahu 5–10 mm po celom priemere, čím sa zabezpečí, že prstencová medzera medzi štítom a inštalovanými segmentmi obloženia bude po celom obvode konzistentná. Táto konzistencia je rozhodujúca pre účinnosť tesnenia kože chvosta – kefy a mazivo, ktoré utesňujú medzeru medzi chvostom štítu a obložením, musia mať rovnomerný kontakt, aby sa zabránilo vniknutiu podzemnej vody.
- Synchronizácia zdvihu prítlačného valca: Vo veľkom TBM sa musí 30 – 50 jednotlivých prítlačných valcov vysúvať a zasúvať v presne koordinovaných skupinách, aby bolo možné ovládať náklon a vybočenie stroja pri riadení pozdĺž zarovnania tunela. Valce musia byť vyrobené s konzistentnými toleranciami zdvihu a riadiaci systém musí byť kalibrovaný tak, aby udržal synchronizáciu polohy v rozsahu niekoľkých milimetrov po celom zdvihu valca.
- Poloha krytu kotúčovej frézy: Na tvrdých skalných TBM musí byť poloha každého puzdra kotúčovej frézy v čele reznej hlavy presne nastavená na navrhnutý polomer rezu, aby sa zabezpečilo, že všetky frézy na rovnakom polomere budú sledovať rovnakú drážku v čelnej ploche. Polohové chyby v rozstupoch fréz spôsobujú preťaženie jednotlivých fréz a zrýchlené opotrebovanie, čím sa znižuje životnosť frézy a zvyšuje sa frekvencia časovo náročných výmen frézy pod zemou.
Kľúčové technológie poháňajúce modernú výrobu TBM
Stav techniky vo výrobe strojov na razenie tunelov v posledných desaťročiach výrazne pokročil, poháňaný požiadavkami čoraz náročnejších projektov tunelov a integráciou digitálnych inžinierskych nástrojov, ktoré neboli dostupné pre predchádzajúce generácie konštruktérov TBM.
Digitálne dvojča a simulácia
Poprední výrobcovia TBM teraz vyvíjajú plne digitálne modely dvojčiat každého stroja pred začatím výroby. Tieto modely integrujú štrukturálnu analýzu, simuláciu hydraulického systému a modelovanie logiky riadenia na overenie výkonu systému v celom rozsahu prevádzkových podmienok očakávaných v konkrétnom projekte. Digitálne dvojčatá umožňujú inžinierom identifikovať konflikty rozhraní, optimalizovať umiestnenie komponentov a simulovať scenáre porúch predtým, ako sa odreže jeden kus ocele. Počas prevádzky môže byť digitálne dvojča priebežne aktualizované o skutočné údaje o stroji, aby sa podporila prediktívna údržba a riešenie problémov z inžinierskeho centra výrobcu kdekoľvek na svete.
Pokročilé materiály reznej hlavy a ochrana proti opotrebovaniu
Opotrebenie reznej hlavy je jedným z hlavných faktorov, ktoré obmedzujú rýchlosť posunu TBM a zvyšujú náklady na údržbu v brúsnej pôde. Moderná výroba TBM zahŕňa pokročilé stratégie ochrany proti opotrebovaniu vrátane opotrebiteľných gombíkov z karbidu volfrámu, krycej dosky z karbidu chrómu a keramických kompozitných opotrebiteľných vložiek v zónach s najvyšším opotrebením reznej hlavy. Výber a umiestnenie ochrany proti opotrebeniu sa teraz analyzuje pomocou výpočtovej dynamiky tekutín a modelovania diskrétnych prvkov na predpovedanie modelov opotrebenia pre špecifické pôdne a horninové podmienky projektu, čo umožňuje koncentrovať ochranu tam, kde je to najviac potrebné, a nie aplikovať jednotne.
Automatizované zváranie a robotická výroba
Zatiaľ čo veľká časť výroby TBM sa stále spolieha na vysoko kvalifikovaných manuálnych zváračov, integrácia automatizovaných zváracích systémov zlepšila konzistenciu zvaru a produktivitu pri veľkoobjemových zvarových spojoch. Robotické zváracie bunky sa používajú na opakujúce sa konštrukčné zvary panelov karosérie štítov a častí lúčov, kde je rozhodujúca konzistentná geometria zvaru. Zváranie pod tavivom sa široko používa na ťažké tupé zvary v hrubých plechových častiach, ktoré poskytujú hĺbkový prienik a vysoké rýchlosti odtavovania so spoľahlivou kvalitou. Tieto automatizované procesy uvoľňujú skúsených zváračov, aby sa zamerali na zložité prístupové spoje, kde ich odbornosť pridáva najväčšiu hodnotu.
Systémy na monitorovanie výkonu v reálnom čase
Súčasné TBM sú vybavené stovkami senzorov, ktoré monitorujú všetko od sily jednotlivých prítlačných valcov až po teplotu hlavného ložiska, krútiaci moment reznej hlavy, čelný tlak, tlak vstrekovania maziva na zadné tesnenie a polohu vzpriamovača segmentu. Tieto údaje sa zaznamenávajú v reálnom čase, zobrazujú sa operátorovi, prenášajú sa do kancelárie projektového inžiniera a v mnohých prípadoch sa bezpečne zdieľajú s technickým tímom výrobcu TBM. Schopnosť monitorovať výkon stroja na diaľku zmenila spôsob, akým výrobcovia podporujú svoje zariadenia v teréne, čo umožňuje rýchlu diagnostiku vznikajúcich problémov skôr, ako sa rozvinú do nákladných porúch.
Globálni výrobcovia TBM a kde vyrábajú svoje stroje
Výrobný priemysel TBM je sústredený medzi malý počet významných medzinárodných výrobcov, z ktorých každý má špecializované inžinierske schopnosti a výrobné zariadenia schopné vyrábať najväčšie a najkomplexnejšie stroje na svete.
- Herrenknecht AG (Nemecko): Najväčší svetový výrobca TBM podľa objemu a tržieb so sídlom v Schwanau v Nemecku. Herrenknecht vyrába celý rad typov TBM od malých mikrotunelovacích strojov po veľkopriemerové kalové a EPB stroje s hlavnými výrobnými závodmi v Nemecku a montážnymi prevádzkami po celom svete. Dodali stroje pre niektoré z najnáročnejších svetových tunelovacích projektov vrátane Gotthardského tunela a mnohých systémov metra v Ázii a na Strednom východe.
- The Robbins Company (USA): Robbins, jedno z najstarších a najznámejších mien vo výrobe TBM, je priekopníkom technológie TBM v tvrdej skale a zostáva lídrom v uchopovačoch TBM s diaľkovým nosníkom pre tunelovanie hornín. Vyrábajú a renovujú stroje v závodoch v Spojených štátoch a majú celosvetovú sieť služieb a podpory pre svoje zariadenia v prevádzke po celom svete.
- NFM Technologies (Francúzsko, súčasť skupiny Bouygues): Francúzsky výrobca TBM so silnými odbornými znalosťami v oblasti mestských tunelovacích strojov s veľkým priemerom, najmä kalových štítov a typov EPB pre náročné európske a medzinárodné projekty. NFM dodala stroje pre veľké projekty metra v Paríži, Ríme a v juhovýchodnej Ázii.
- CREG – China Railway Engineering Equipment Group: CREG, najväčší čínsky výrobca TBM a teraz jeden z najväčších na svete podľa objemu, rýchlo rozvinul svoje inžinierske a výrobné kapacity prostredníctvom kombinácie licencovanej technológie a domácich investícií do výskumu a vývoja. CREG dodáva väčšinu TBM používaných v rozsiahlych prebiehajúcich programoch výstavby metra a vysokorýchlostných železničných tunelov v Číne a začala exportovať na medzinárodné trhy.
- Kawasaki Heavy Industries a Mitsubishi Heavy Industries (Japonsko): Oba japonské strojárske konglomeráty majú dlhú históriu vo výrobe TBM, predovšetkým pre domáci japonský trh a vybrané exportné projekty. Japonská výroba TBM je známa extrémne vysokou kvalitou a presnosťou konštrukcie, s osobitnou silou v technológii štítových strojov pre mestské tunelovanie na mäkkých zeminách.
- Caterpillar (divízia Lovat, Kanada): Caterpillar získal Lovat, kanadského výrobcu TBM, a pokračuje vo výrobe EPB a kalových strojov pod značkou Caterpillar na tunelovanie. Ich stroje sú široko používané v severoamerických projektoch tunelovania infraštruktúry vrátane zásobovania vodou a mestskej dopravy.
Renovácia a renovácia TBM
Významným a rastúcim segmentom výrobného priemyslu TBM je renovácia a repasovanie použitých strojov pre nové projekty tunelov. Vzhľadom na enormné náklady na nový TBM – stroj s veľkým priemerom môže stáť 15 miliónov až 50 miliónov USD alebo viac – vlastníci projektov a dodávatelia čoraz viac hodnotia renovované stroje ako nákladovo efektívnu alternatívu, keď sú podmienky projektu kompatibilné so špecifikáciami existujúceho stroja.
Renovácia TBM zvyčajne zahŕňa demontáž všetkých hlavných systémov, kontrolu a výmenu opotrebovaných komponentov, renováciu konštrukčných zostáv, generálnu opravu hlavného ložiska, výmenu hydraulických tesnení a valcov a kompletnú prestavbu elektrických a riadiacich systémov. Pri väčších rekonštrukčných projektoch môže byť rezná hlava reštrukturalizovaná, aby sa upravilo rozloženie rezača pre rôzne pôdne podmienky, alebo sa môže mierne upraviť priemer štítu pridaním alebo odstránením oceľových vložiek v plášti. Dobre vykonaná renovácia môže predĺžiť životnosť stroja o ďalší celý projekt a niekedy aj viac, za zlomok ceny nového stroja.
Výzvy a budúce trendy vo výrobe tunelových vŕtacích strojov
Výroba TBM čelí súboru pretrvávajúcich technických a komerčných výziev, ktoré formujú vývoj tohto odvetvia v nasledujúcom desaťročí. Dopyt po väčších, hlbších a automatizovanejších riešeniach tunelovania posúva hranice toho, čo môže súčasná technológia TBM dosiahnuť, a poháňa značné investície do výskumu a vývoja v celom odvetví.
- Zväčšenie priemeru stroja: Trend smerom k väčším priemerom tunelov pre diaľničné a kombinované tunely metra/cesty produkuje stroje mimoriadneho rozsahu. Stroje s priemerom nad 15 metrov predstavujú štrukturálne a logistické výzvy, ktoré si vyžadujú nové inžinierske riešenia – preprava, montáž a spustenie takýchto strojov v obmedzenom priestore odpaľovacej šachty si vyžaduje starostlivé plánovanie v každej fáze výrobného a doručovacieho procesu.
- Automatizované systémy výmeny fréz: Výmena kotúčových fréz na tvrdých skalných TBM vyžaduje, aby pracovníci vstúpili do výkopovej komory za atmosférických alebo tlakových podmienok, aby ručne vymenili opotrebované frézy – jedna z najnáročnejších a najnebezpečnejších úloh pri razení tunelov. Niekoľko výrobcov vyvíja systémy na výmenu robotických fréz, ktoré môžu vykonávať túto prácu na diaľku, čím sa eliminuje vystavenie pracovníkov nebezpečnému pretlakovému prostrediu pri výkopoch. Vývoj manipulátorov schopných manipulovať s hmotnosťou rezačiek presahujúcou 200 kg v stiesnených, mokrých a kontaminovaných priestoroch je významnou inžinierskou výzvou.
- Elektrifikácia pohonných systémov: Zvyšujúci sa regulačný tlak na kvalitu podzemného ovzdušia a emisie uhlíka urýchľuje vývoj plne elektrických pohonných systémov TBM, ktoré eliminujú zo stroja energiu na báze hydraulického oleja a nafty. Veľkí výrobcovia aktívne vyvíjajú elektrické motory nožovej hlavy s priamym pohonom, elektrické pohony prítlačných valcov a tunelovú logistiku poháňanú batériou alebo sieťou.
- Odolnosť dodávateľského reťazca: Globálne prerušenia v posledných rokoch odhalili zraniteľné miesta v rozšírených dodávateľských reťazcoch, od ktorých sú výrobcovia TBM závislí – najmä v prípade ložísk s veľkým priemerom, špecializovaných hydraulických komponentov a elektronických riadiacich systémov. Výrobcovia aktívne pracujú na kvalifikácii alternatívnych dodávateľov, zvyšovaní zásob strategických komponentov a v niektorých prípadoch realizovaní predtým outsourcovanej výroby komponentov interne, aby sa znížilo riziko narušenia dodávateľského reťazca.
- Navádzanie a autonómna prevádzka s pomocou AI: Integrácia umelej inteligencie do navádzacích a riadiacich systémov TBM je oblasťou aktívneho vývoja. Modely strojového učenia trénované na historických projektových dátach môžu optimalizovať parametre riadenia, predpovedať kvalitu konštrukcie krúžkov obloženia a upozorniť operátorov na vývoj podmienok na zemi skôr, ako spôsobia prevádzkové problémy. Dlhodobým cieľom zostáva plne autonómna prevádzka TBM, ale na súčasných projektoch sa už nasadzuje inkrementálna automatizácia rutinných prevádzkových úloh.
Záverečné myšlienky o výrobe TBM
Výroba tunelových vyvrtávacích strojov je na priesečníku stavebného inžinierstva, presného obrábania, hydrauliky, elektroniky a materiálovej vedy – a robí to v rozsahu, ktorému sa môže rovnať len málo iných odvetví. Každý TBM, ktorý opúšťa továreň, je prispôsobené riešenie pre špecifický súbor geologických a projektových výziev a kvalita tohto inžinierstva a výroby je v konečnom dôsledku vyjadrená v tom, ako spoľahlivo sa stroj prevŕta zemou, ako dôsledne inštaluje kvalitné obloženie tunela a ako bezpečne privedie pracovníkov domov na konci každej zmeny.
Keďže globálny dopyt po infraštruktúre naďalej poháňa investície do podzemných stavieb, výrobcovia TBM čelia vzrušujúcej a náročnej budúcnosti – dodávajú stroje čoraz väčších rozmerov, zložitosti a technologickej prepracovanosti a zároveň riadia dodávateľské reťazce, vyvíjajú ďalšiu generáciu inžinierov a výrobcov a integrujú digitálne technológie, ktoré budú definovať, ako bude razenie tunelov vyzerať v nasledujúcom polstoročí. Pre každého, kto sa podieľa na stavbe tunelov, obstarávaní alebo vývoji projektov, je pochopenie toho, ako sú tieto výnimočné stroje navrhnuté a vyrobené, základom pre informované rozhodnutia o jednom z najzložitejších a najdôslednejších kusov stavebného vybavenia, aké kedy bolo vytvorené.









